双极膜离子交换树脂电再生项目建议书
浏览量:2957
王方,王明亚
一、前言
目前常用的离子交换树脂再生技术是传统的酸碱再生工艺。它分别利用酸再生阳树脂,利用碱再生阴树脂,自离子交换树脂发明使用以来,这个再生工艺一直没有改变过。该工艺运行简单,性能可靠,一直在电厂化水和化工厂纯水制备生产中得到广泛应用。在近年来,该工艺采用自动化控制技术进行技术改进,虽然降低了工人的劳动强度,但是由于再生时需要使用酸碱这种危险化工品,仍然造成了酸碱使用、存贮等过程中对人员安全形成巨大的威胁。不断有工人因操作不当或设备老化导致酸碱泄漏而造成的人身伤害事故发生,因此许多化工企业和电厂都设置了“酸碱泄露事故安全预案”,保障酸碱这种危险化工品的安全使用。酸碱再生树脂后,还会产生大量的废酸废碱,排放后会污染环境。据专家研究,在这种离子交换树脂化学再生过程中,酸或碱的实际利用率很低,以H2SO4为例,只利用其中2%的H+离子,而98%的SO42—离子没有得到应用,以NaOH为例,只利用了42.5%的OH—离子,而57.5%Na+离子没有得到利用,这种废酸废碱无法回用,只能排放,给当地环境造成危害;随着人们对环境要求的不断提高和新兴技术的不断涌现,传统的酸碱再生工艺已经越来越不符合当今时代的要求。
二、双极膜树脂电再生项目简介
双极膜树脂电再生技术是一种上世纪90年代初新兴的膜工艺技术,双极膜树脂电再生工艺技术属于环保技术领域,已经达到国际领先水平,国内外暂无相类似的技术。它由双极膜制备酸碱系统,酸碱存贮系统、树脂再生系统,废液回收系统四个系统构成。
双极膜制备酸碱系统主要由双极膜、隔板、电极板等装置构成。其核心构成为双极膜。双极膜是阳离子交换层,阴离子交换层和中间亲水界面层复合而成。如图1所示:
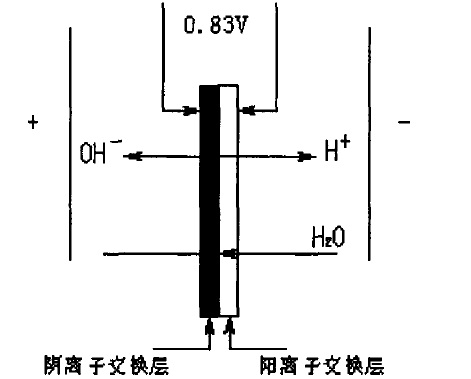 图1 双极膜水解离示意图
在外加电场的条件下,理论上双极膜在电压达到0.83V时,就可以将中间亲水界面层吸收的水解离同时产生H+离子和OH—离子,通过必要的技术手段,将盐水(NaCl)中的阴阳离子Na+离子和Cl—离子分别引出,使得H+离子和Cl—离子结合形成酸(HCl),OH—离子和Na+离子结合形成碱(NaOH)。
需要指出的是双极膜电离水产生酸碱工艺和用食盐电解产生烧碱和氯气的工艺两者有本质的不同:
1、双极膜电离水产生酸碱耗能低,在膜间电压0.83V时开始工作,产生酸碱,而电解法的膜间电压至少为2.1V以上。
2、双极膜电离水产生酸碱没有逸出功,不大量产生气体。而电解过程产生大量的气体。
产生的酸碱经水泵收集至酸碱存贮系统备用。酸碱存贮系统的所收储的酸碱浓度为质量百分浓度3~5%,这个浓度的酸碱可以直接用于离子交换树脂的再生。由于酸碱浓度很低,所以使用十分安全,直接接触也不会灼伤皮肤。
树脂再生系统:除了将原有的酸碱输送系统改造后,其它的设备和原有的设备相比变化不大,这便于工人的操作和管理,也便于设备的稳定运行。
废液回收系统:当失效的离子交换树脂再生后,会产生了一定量的废酸废碱和部分破碎的树脂颗粒及杂质,根据具体情况,经废液处理后,除去杂质回收可作为盐水,再生制备酸碱。
和常规再生失效离子交换树脂工艺相比,而双极膜树脂电再生工艺技术(又称离子交换树脂电再生技术)只消耗电能和少量盐,电再生是靠水电离得到的H+和OH—离子,用于再生离子交换树脂。生成的酸碱经树脂再生使用后,大部分回用重新制备成为酸碱使用。使得物料循环运行,减少了排废。
双极膜电去离子装置电再生混床离子交换树脂的示意图如图2所示。
图1 双极膜水解离示意图
在外加电场的条件下,理论上双极膜在电压达到0.83V时,就可以将中间亲水界面层吸收的水解离同时产生H+离子和OH—离子,通过必要的技术手段,将盐水(NaCl)中的阴阳离子Na+离子和Cl—离子分别引出,使得H+离子和Cl—离子结合形成酸(HCl),OH—离子和Na+离子结合形成碱(NaOH)。
需要指出的是双极膜电离水产生酸碱工艺和用食盐电解产生烧碱和氯气的工艺两者有本质的不同:
1、双极膜电离水产生酸碱耗能低,在膜间电压0.83V时开始工作,产生酸碱,而电解法的膜间电压至少为2.1V以上。
2、双极膜电离水产生酸碱没有逸出功,不大量产生气体。而电解过程产生大量的气体。
产生的酸碱经水泵收集至酸碱存贮系统备用。酸碱存贮系统的所收储的酸碱浓度为质量百分浓度3~5%,这个浓度的酸碱可以直接用于离子交换树脂的再生。由于酸碱浓度很低,所以使用十分安全,直接接触也不会灼伤皮肤。
树脂再生系统:除了将原有的酸碱输送系统改造后,其它的设备和原有的设备相比变化不大,这便于工人的操作和管理,也便于设备的稳定运行。
废液回收系统:当失效的离子交换树脂再生后,会产生了一定量的废酸废碱和部分破碎的树脂颗粒及杂质,根据具体情况,经废液处理后,除去杂质回收可作为盐水,再生制备酸碱。
和常规再生失效离子交换树脂工艺相比,而双极膜树脂电再生工艺技术(又称离子交换树脂电再生技术)只消耗电能和少量盐,电再生是靠水电离得到的H+和OH—离子,用于再生离子交换树脂。生成的酸碱经树脂再生使用后,大部分回用重新制备成为酸碱使用。使得物料循环运行,减少了排废。
双极膜电去离子装置电再生混床离子交换树脂的示意图如图2所示。
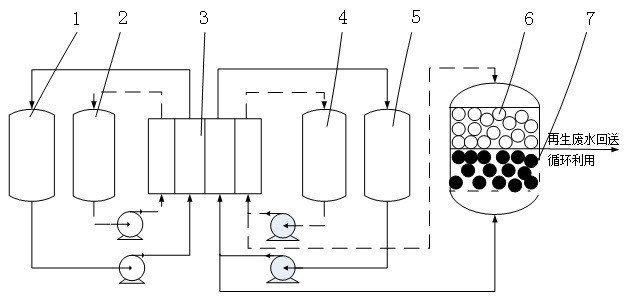 图2 双极膜电去离子装置电再生混床离子交换树脂的示意图
1—稀盐水罐;2—极水罐;3—双极膜电去离子装置;4—稀碱再生液罐;5—稀酸再生液罐;6—混床中阴树脂再生部分;7—混床中阳树脂再生部分
双极膜电去离子装置利用从稀盐水罐泵出的稀盐水,分别产生的3~5%酸和碱,(一般为盐酸和氢氧化钠)分别存入稀酸及稀碱再生罐备用。当失效的混床离子交换树脂再生时,先将混床中的失效阴阳树脂分层,再分别取出稀酸及稀碱直接再生,期间无需将酸液或碱液冲稀配制,再生后产生的废水经处理后,存入稀盐水罐回用。
三、双极膜树脂电再生工艺有如下特点
图2 双极膜电去离子装置电再生混床离子交换树脂的示意图
1—稀盐水罐;2—极水罐;3—双极膜电去离子装置;4—稀碱再生液罐;5—稀酸再生液罐;6—混床中阴树脂再生部分;7—混床中阳树脂再生部分
双极膜电去离子装置利用从稀盐水罐泵出的稀盐水,分别产生的3~5%酸和碱,(一般为盐酸和氢氧化钠)分别存入稀酸及稀碱再生罐备用。当失效的混床离子交换树脂再生时,先将混床中的失效阴阳树脂分层,再分别取出稀酸及稀碱直接再生,期间无需将酸液或碱液冲稀配制,再生后产生的废水经处理后,存入稀盐水罐回用。
三、双极膜树脂电再生工艺有如下特点
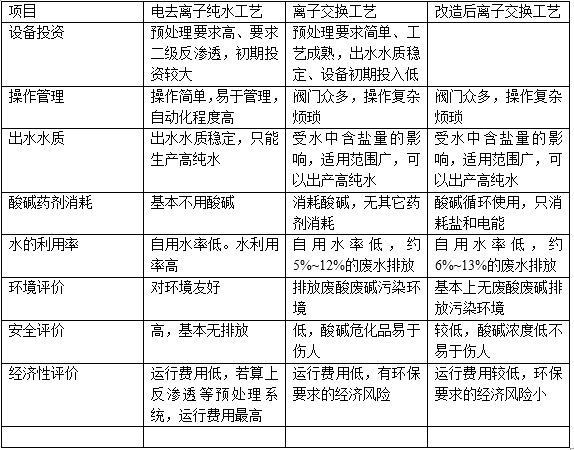
 2、和电去离子制备纯水工艺比较
电去离子制备纯水工艺是一种电驱动膜工艺,可以制备高纯水。该技术有占地面积小,自动化程度高,不用酸碱,出水水质好等优点,和离子交换工艺相比它也有缺点:
1)电去离子制备纯水工艺,适于制备高纯水,必须有前端的预处理,最好是使用反渗透工艺,一般用来代替离子交换的混床精处理工艺,从多年的使用经验看,电去离子制备纯水工艺最好配备两级反渗透系统,所以虽然该工艺的投资成本不高,但所有的配置加在一起,是离子交换树脂工艺投资成本的2~3倍。
集成了双极膜电再生技术离子交换工艺,使得该工艺也不再外购酸碱再生树脂,避免了因使用酸碱危险化工品的种种问题。和反渗透
2、和电去离子制备纯水工艺比较
电去离子制备纯水工艺是一种电驱动膜工艺,可以制备高纯水。该技术有占地面积小,自动化程度高,不用酸碱,出水水质好等优点,和离子交换工艺相比它也有缺点:
1)电去离子制备纯水工艺,适于制备高纯水,必须有前端的预处理,最好是使用反渗透工艺,一般用来代替离子交换的混床精处理工艺,从多年的使用经验看,电去离子制备纯水工艺最好配备两级反渗透系统,所以虽然该工艺的投资成本不高,但所有的配置加在一起,是离子交换树脂工艺投资成本的2~3倍。
集成了双极膜电再生技术离子交换工艺,使得该工艺也不再外购酸碱再生树脂,避免了因使用酸碱危险化工品的种种问题。和反渗透
 总结:
本项目技术先进,利用当今最新的双极膜技术,用电和少量的盐再生失效的离子交换树脂,产生废水循环使用,没有排废。
本项目的优点:
1)稀酸碱再生剂需要多少,生产多少,没有酸碱再生剂的购置和长期贮运问题,浓酸碱属危险的化学品,要用专人审批购置,要使用特殊的防爆车辆运输,要专门的危险品库贮存,非常不便;
2)环保效益好,出水呈中性;
3)以百分质量浓度≤5%的稀酸碱运行,工人劳动条件有所改善;
4)操作有所简化,设备使用费用低,利于推广;
5)本发明产品特别适用于边疆和西部地区等酸碱供应困难的地区;
6)特别适用于火力发电厂或核电厂使用,尤其适合于老厂节能减排技改时使用。
本项目技术采用当前先进的双极膜技术,来改进传统的混床的再生工艺,尤其适用于在火力发电厂使用。
四、情况分析
结合晋城阳煤电厂的具体情况,和电再生项目的工作原理,进行数据分析。目前电厂的补给水系统由前置反渗透系统+阴床+阳床+混床组成,出水水量50m3/h,出水指标为电导率<0.2μS/cm,硅<20μg/L。
晋城阳煤电厂用酸碱量统计表及分析
表1阳床再生统计
总结:
本项目技术先进,利用当今最新的双极膜技术,用电和少量的盐再生失效的离子交换树脂,产生废水循环使用,没有排废。
本项目的优点:
1)稀酸碱再生剂需要多少,生产多少,没有酸碱再生剂的购置和长期贮运问题,浓酸碱属危险的化学品,要用专人审批购置,要使用特殊的防爆车辆运输,要专门的危险品库贮存,非常不便;
2)环保效益好,出水呈中性;
3)以百分质量浓度≤5%的稀酸碱运行,工人劳动条件有所改善;
4)操作有所简化,设备使用费用低,利于推广;
5)本发明产品特别适用于边疆和西部地区等酸碱供应困难的地区;
6)特别适用于火力发电厂或核电厂使用,尤其适合于老厂节能减排技改时使用。
本项目技术采用当前先进的双极膜技术,来改进传统的混床的再生工艺,尤其适用于在火力发电厂使用。
四、情况分析
结合晋城阳煤电厂的具体情况,和电再生项目的工作原理,进行数据分析。目前电厂的补给水系统由前置反渗透系统+阴床+阳床+混床组成,出水水量50m3/h,出水指标为电导率<0.2μS/cm,硅<20μg/L。
晋城阳煤电厂用酸碱量统计表及分析
表1阳床再生统计
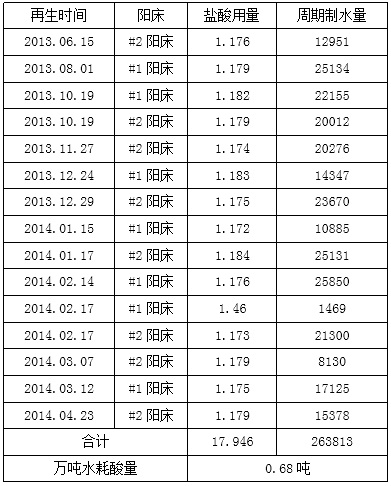 从上表看出:#1阳床和#2阳床用酸为1.17-1.46吨,平均用酸1.19吨。
只有在2013.10.19同时存在两组阳床再生的问题
表2阴床再生统计
从上表看出:#1阳床和#2阳床用酸为1.17-1.46吨,平均用酸1.19吨。
只有在2013.10.19同时存在两组阳床再生的问题
表2阴床再生统计
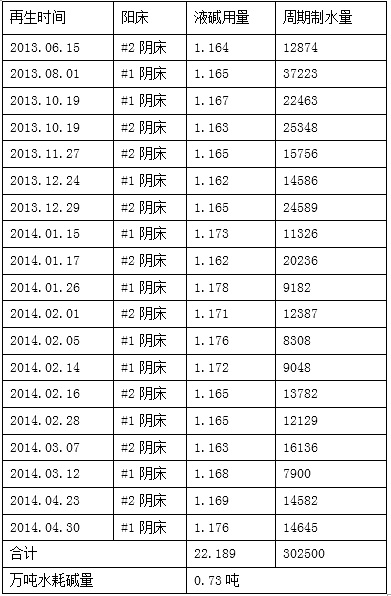 从上表看出:#1阴床和#2阴床用碱为1.16-1.17吨,平均用碱1.167吨
只有在2013.10.19同时存在两组阴床再生的问题
表3混床再生统计
从上表看出:#1阴床和#2阴床用碱为1.16-1.17吨,平均用碱1.167吨
只有在2013.10.19同时存在两组阴床再生的问题
表3混床再生统计
 混床再生次数约15~20天再生一次。
从上面电厂树脂酸碱再生时,使用酸碱情况可以看出,阳床用酸1.19吨(平均值),阴床用碱1.16吨(平均值),混床用酸0.19吨,用碱0.5吨。
混床再生次数约15~20天再生一次。
从上面电厂树脂酸碱再生时,使用酸碱情况可以看出,阳床用酸1.19吨(平均值),阴床用碱1.16吨(平均值),混床用酸0.19吨,用碱0.5吨。
图1 双极膜水解离示意图
在外加电场的条件下,理论上双极膜在电压达到0.83V时,就可以将中间亲水界面层吸收的水解离同时产生H+离子和OH—离子,通过必要的技术手段,将盐水(NaCl)中的阴阳离子Na+离子和Cl—离子分别引出,使得H+离子和Cl—离子结合形成酸(HCl),OH—离子和Na+离子结合形成碱(NaOH)。
需要指出的是双极膜电离水产生酸碱工艺和用食盐电解产生烧碱和氯气的工艺两者有本质的不同:
1、双极膜电离水产生酸碱耗能低,在膜间电压0.83V时开始工作,产生酸碱,而电解法的膜间电压至少为2.1V以上。
2、双极膜电离水产生酸碱没有逸出功,不大量产生气体。而电解过程产生大量的气体。
产生的酸碱经水泵收集至酸碱存贮系统备用。酸碱存贮系统的所收储的酸碱浓度为质量百分浓度3~5%,这个浓度的酸碱可以直接用于离子交换树脂的再生。由于酸碱浓度很低,所以使用十分安全,直接接触也不会灼伤皮肤。
树脂再生系统:除了将原有的酸碱输送系统改造后,其它的设备和原有的设备相比变化不大,这便于工人的操作和管理,也便于设备的稳定运行。
废液回收系统:当失效的离子交换树脂再生后,会产生了一定量的废酸废碱和部分破碎的树脂颗粒及杂质,根据具体情况,经废液处理后,除去杂质回收可作为盐水,再生制备酸碱。
和常规再生失效离子交换树脂工艺相比,而双极膜树脂电再生工艺技术(又称离子交换树脂电再生技术)只消耗电能和少量盐,电再生是靠水电离得到的H+和OH—离子,用于再生离子交换树脂。生成的酸碱经树脂再生使用后,大部分回用重新制备成为酸碱使用。使得物料循环运行,减少了排废。
双极膜电去离子装置电再生混床离子交换树脂的示意图如图2所示。
图2 双极膜电去离子装置电再生混床离子交换树脂的示意图
1—稀盐水罐;2—极水罐;3—双极膜电去离子装置;4—稀碱再生液罐;5—稀酸再生液罐;6—混床中阴树脂再生部分;7—混床中阳树脂再生部分
双极膜电去离子装置利用从稀盐水罐泵出的稀盐水,分别产生的3~5%酸和碱,(一般为盐酸和氢氧化钠)分别存入稀酸及稀碱再生罐备用。当失效的混床离子交换树脂再生时,先将混床中的失效阴阳树脂分层,再分别取出稀酸及稀碱直接再生,期间无需将酸液或碱液冲稀配制,再生后产生的废水经处理后,存入稀盐水罐回用。
三、双极膜树脂电再生工艺有如下特点
- 从经济性上分析
- 从安全性分析
- 从环保角度分析
2、和电去离子制备纯水工艺比较
电去离子制备纯水工艺是一种电驱动膜工艺,可以制备高纯水。该技术有占地面积小,自动化程度高,不用酸碱,出水水质好等优点,和离子交换工艺相比它也有缺点:
1)电去离子制备纯水工艺,适于制备高纯水,必须有前端的预处理,最好是使用反渗透工艺,一般用来代替离子交换的混床精处理工艺,从多年的使用经验看,电去离子制备纯水工艺最好配备两级反渗透系统,所以虽然该工艺的投资成本不高,但所有的配置加在一起,是离子交换树脂工艺投资成本的2~3倍。
集成了双极膜电再生技术离子交换工艺,使得该工艺也不再外购酸碱再生树脂,避免了因使用酸碱危险化工品的种种问题。和反渗透
总结:
本项目技术先进,利用当今最新的双极膜技术,用电和少量的盐再生失效的离子交换树脂,产生废水循环使用,没有排废。
本项目的优点:
1)稀酸碱再生剂需要多少,生产多少,没有酸碱再生剂的购置和长期贮运问题,浓酸碱属危险的化学品,要用专人审批购置,要使用特殊的防爆车辆运输,要专门的危险品库贮存,非常不便;
2)环保效益好,出水呈中性;
3)以百分质量浓度≤5%的稀酸碱运行,工人劳动条件有所改善;
4)操作有所简化,设备使用费用低,利于推广;
5)本发明产品特别适用于边疆和西部地区等酸碱供应困难的地区;
6)特别适用于火力发电厂或核电厂使用,尤其适合于老厂节能减排技改时使用。
本项目技术采用当前先进的双极膜技术,来改进传统的混床的再生工艺,尤其适用于在火力发电厂使用。
四、情况分析
结合晋城阳煤电厂的具体情况,和电再生项目的工作原理,进行数据分析。目前电厂的补给水系统由前置反渗透系统+阴床+阳床+混床组成,出水水量50m3/h,出水指标为电导率<0.2μS/cm,硅<20μg/L。
晋城阳煤电厂用酸碱量统计表及分析
表1阳床再生统计
从上表看出:#1阳床和#2阳床用酸为1.17-1.46吨,平均用酸1.19吨。
只有在2013.10.19同时存在两组阳床再生的问题
表2阴床再生统计
从上表看出:#1阴床和#2阴床用碱为1.16-1.17吨,平均用碱1.167吨
只有在2013.10.19同时存在两组阴床再生的问题
表3混床再生统计
混床再生次数约15~20天再生一次。
从上面电厂树脂酸碱再生时,使用酸碱情况可以看出,阳床用酸1.19吨(平均值),阴床用碱1.16吨(平均值),混床用酸0.19吨,用碱0.5吨。
联系方式
CONTACT US
老科协办公室:010-62783980
地 址:北京 清华大学 照澜院